厨余垃圾干湿压榨分离-水热炭化技术工程应用研究
作者:hwclzq 上传时间:2023/4/17 10:09:24 来源: 新闻热度: 次
研究背景
随着我国城市人口的快速增长和人民生活水平的不断提升,城市生活垃圾产生量也逐年增加。我国生活垃圾产生量从2009年的1.57亿 t/年增加到了2020年的2.35亿 t/年。生活垃圾中的厨余垃圾占了很高比重,随着近年来垃圾分类工作的不断推进,厨余垃圾的分出量大幅度增加。厨余垃圾包括油脂、骨头、蔬菜、淀粉和其他食物残渣,其主要来源为家庭厨房、餐厅、市场等与食品加工相关的行业。厨余垃圾容易腐烂、滋生细菌、产生有害物质,对空气、水源和土壤造成污染。
采取有效的技术路径,实现厨余垃圾的减量化、无害化和资源化是垃圾分类工作持续推向深入亟待解决的问题。目前我国厨余垃圾处理设施的处理规模难以满足厨余垃圾巨大的处理需求。对已有的厨余垃圾处理设施运行效能进行评价,可为政府相关部门以及企业对厨余垃圾处理设施的建设规划提供决策依据。 厨余垃圾水热炭化技术是通过热化学过程使有机生物质水解、脱水、脱羧、缩合、聚合和芳构化。水热炭化处理得到的产物为浆料状态,需经过滤、干燥和机械脱水等处理后转化为富含碳的固体。Akarsu 等将厨余垃圾在180~250 °C和1~4 MPa条件下进行水热碳化处理后,得到了高热值的水热炭。水热碳化技术具有占地面积小、处理效率高、减量化效果显著等优势,可以将50%以上的能量留存在水热炭中。
我国南方某厨余垃圾处理设施采取“压榨预处理+水热炭化”技术模式运行,其厨余垃圾压榨分质系统的处理能力最高可达150 t/d,水热炭化系统处理能力为100 t/d。本文根据该厨余垃圾处理设施连续3个月的运行记录,分析厨余垃圾处理设施的运行效能和单位厨余垃圾处理的能耗情况,核算厨余垃圾预处理成本,为后续工程化应用及推广提供可靠的设计依据与技术参考。
摘 要
以厨余垃圾干湿压榨分离-水热炭化技术的工程应用为研究对象,评估工程的运行效能,分析单位厨余垃圾处理的能耗情况,核算厨余垃圾处理成本。结果表明:该厨余垃圾处理工程日均处理量为115.32 t/d,厨余垃圾平均减量化率达到60.31%。厨余垃圾经干湿压榨分离-水热炭化处理得到的产物为干垃圾和水热炭,含水量分别为61.66%和35.92%,低位热值分别为5029.61 J/g和14424.80 J/g,与未处理的厨余垃圾相比,其燃烧性能大幅提升。厨余垃圾处理的单位能耗为46.26 kW・h/t,其中压榨处理环节的能耗只占总能耗的10.54%,水热炭化处理环节能耗占比最高,达到了72.14%。每吨厨余垃圾的处理成本为386.56元,水热炭化处理的成本占总成本的41.69%。该工程有效地实现了厨余垃圾的减量化与资源化,处理产物在制备垃圾衍生燃料、吸附材料、生物碳基肥料以及土壤改良剂方面具有很好的应用前景,为城市厨余垃圾处理工程建设提供提供了可靠的设计参考与技术支撑。
01、材料与方法
1. 项目概况
1)工艺流程及设备装置。 厨余垃圾干湿压榨分离-水热炭化处理工艺见图1。厨余垃圾进入处理系统后首先进行次高压压榨,通过压榨预处理设备将厨余垃圾中的浆化料挤压,实现干湿分离。湿质垃圾浆化系统是集除铁、除杂、破碎、制浆于一体化的设备系统。浆化分质率、浆化料粒径是直接反映浆化处理效果的工艺参数。
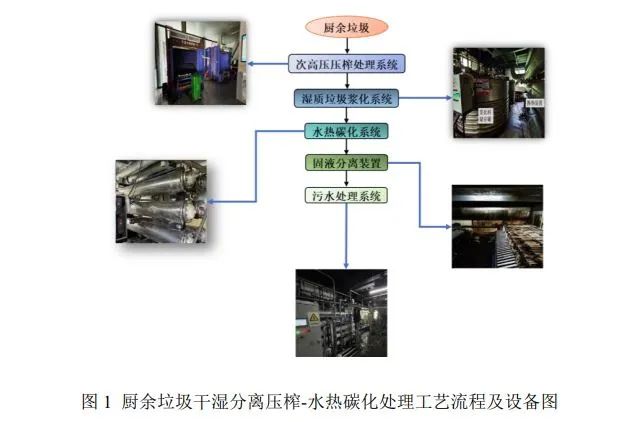
湿质组分处理采用的水热炭化技术,该技术采用连续进料、出料的工作模式,由进料泵连续进料,再经过辅助加热装置达到设定的炭化温度进行充分的炭化反应。水热炭化系统将已去除杂质的厨余垃圾浆化料在催化剂、特定温度和压力的共同作用下制成性质相对稳定的水热炭。液体部分(压滤液)经絮凝沉淀装置处理后将底泥分出。各项产物的占比、成分特性、能量消耗是整个站点生产运行过程中需要重点分析、管控和调整的关键技术指标。 水质净化采用电解催化-超滤-吸附一体化综合技术,具体包含电解催化装置、超滤膜设备、纳滤膜设备、反渗透膜设备、吸附装置以及pH调节装置。末端污水经处理后,依据GB 8978―1996《污水综合排放标准》进行达标排放。进入该系统的污水水质、处理后排出的水质是污水处理系统需要重点分析和调控的关键技术指标。
2)系统处理能力计算。
通过查阅项目工程运行台账,笔者获得了每日垃圾处理各环节的处理量和处理产物质量数据。通过式(1)―(4)计算垃圾减量化率Fr(%)、压榨处理系统的压榨分离比Pr(%)、浆化分质率Sr(%)和水热炭化系统的减量率Hr(%):

3)样品的采集和预处理。
依据CJ/T 313―2009《生活垃圾采样和分析方法》的要求,厨余垃圾、干垃圾和水热炭通过四分法进行采样。采集的样品在4 ℃冰箱中冷藏贮存,24 h内进行测定。应CJ/T 313―2009的要求制备一次样品和二次样品。一次样品是对生活垃圾进行分选、破碎、缩分后得到的样品,用于杂质率和含水率分析;二次样品是对已完成生活垃圾物理组分和含水量分析的一次样品的各个物理组分进行缩分、粉碎、研磨、混配后得到的样品,用于生活垃圾油分含量、氯离子含量、高位热值和低位热值的分析。采样频率为1次/月,连续采集3个月。 水热炭化固液分离后的压滤液和污水处理系统的进出水采样根据HJ 495―2009《水质采样方案设计技术规定》来完成。样品保存在干净且化学性质稳定的玻璃瓶或聚乙烯瓶内,且需符合HJ 493―2009《水质采样样品的保存和管理技术规定》的相关规定。采样频率为1次/月,连续采集3个月。
4)理化特性分析。
样品的含水率和杂质率参照CJ/T 313―2009进行分析,样品氯离子含量参照CJ/T 96―2013《生活垃圾化学特性通用检测方法》中艾斯卡混合剂熔样-硫氢酸钾滴定法测定,油分含量参照GB 5009.6―2016《食品安全国家标准 食品中脂肪的测定》测定,垃圾样品热值的测定参照GB 213―2008《煤的热值测定方法》要求的方法进行测定。
5)水质分析。
污水处理系统的进水和出水具体分析如下指标:悬浮物、pH、色度、五日生化需氧量BOD5、化学需氧量COD、氨氮、总氮、总磷、铁、锰,检测分析方法按照HJ/T 91―2002《地表水和污水监测技术规范》进行。
6)处理能耗和耗水量。
垃圾处理工程各处理环节设施的能耗为电能,均安装了电表记录各处理环节能耗。单位垃圾处理能耗Et(kW・h/t)计算过程如下:

厂区耗水量只有1个总表,根据总表的示数记录每日总耗水量Wcq(m3/d)。单位垃圾处理耗水量Wct(m3/t)计算如下:

7)运行成本核算。
将垃圾处理工程费以月为监测周期进行核算。厨余垃圾的单位处理成本(Tc)计算如式(7)所示,其中,直接运行费用包含垃圾进场处理各环节产生的费用,折旧费用涵盖了各处理环节涉及到的费用。

02、结果与讨论
1. 厨余垃圾处理工程减量化能力
1)垃圾处理量和减量化能力。
该工程在3个月期间共处理厨余垃圾1.05×103 t,图2所示为每日厨余垃圾处理量和处理效能情况。厨余垃圾的每日处理量维持在85 t/d以上,最高可达132.25 t/d,日均处理量为115.32 t/d;厨余垃圾处理工程每日产生污水的量为47.06~84.33 t,平均产生量为68.64 t/d。

由图2可知,厨余垃圾减量率最高可达70.75%,平均值为60.31%。绝大多数情况下,厨余垃圾减量率可达50%以上,但个别情况下减量率略低于50%的最低要求限值。后续研究需要从各处理环节设备运行情况入手,分析影响厨余垃圾处理效果稳定性的原因,在此基础上对处理工艺进一步优化。厨余垃圾经压榨处理后,压榨分离比达到74.78%,浆化分质率达到68.88%,表明厨余垃圾经过压榨处理后,大部分以湿垃圾的形态被分离出来,经过浆料化系统处理后,绝大部分转化为浆化料,可用于水热炭的合成。水热炭化系统的平均减量率为87.35%。
2)物料平衡核算。
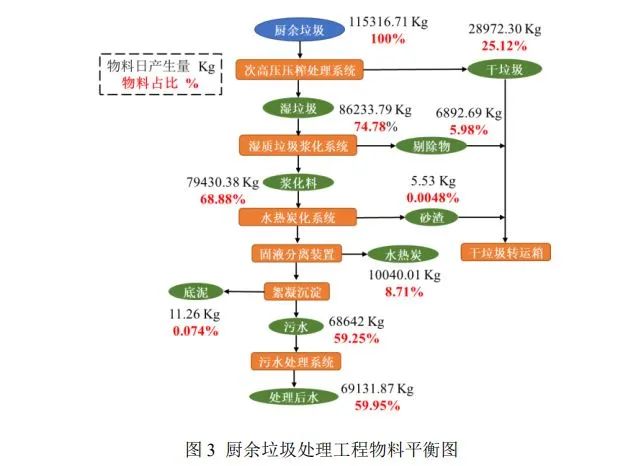
通过对厨余垃圾处理工程的各环节数据进行核算,得到了各环节产物的定量结果,物料平衡流程如图3所示。厨余垃圾经次高压压榨处理后,得到湿垃圾和干垃圾的占比分别为74.78%和25.12%。湿垃圾经浆化料系统处理后,得到68.88%的浆化料,该工艺过程剔除了5.98%不能作为浆化料的物质和少量的砂渣。浆化料经水热炭化和干湿分离处理后得到的水热炭占原生垃圾的8.71%,液体部分为污水,占原生垃圾的59.25%。污水经处理后排出的水量占原生垃圾总质量的59.95%,该部分水可作为中水回用或达标后排入环境中。
2. 厨余垃圾和处理产物的特性
厨余垃圾和处理产物的理化特性如表1所示。厨余垃圾中杂质率为9.42%,杂质主要包含塑料袋、方便筷子、玻璃瓶、易拉罐拉环、螺丝、钢丝球、布料等难生物降解的物质。经压榨处理后的干垃圾中杂质率达到了44.82%,表明压榨处理能将大量杂质分离出来,有利于湿质组分的进一步浆料化。厨余垃圾中含水率为76.68%,经过压榨处理后得到的干垃圾的含水量下降到了61.66%,水热炭中的含水率下降到35.92%。由于厨余垃圾来源于家庭和菜市场,其中的油分含量只有2.45 mg/g。厨余垃圾中C和H的含量约为46.46%和6.85%,与长沙、广州和杭州的厨余垃圾样品相似。干垃圾和水热炭中C和H的含量与原厨余垃圾相比均有所上升。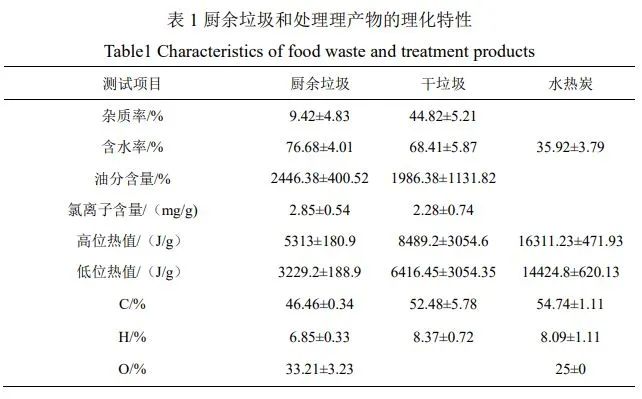
图4为厨余垃圾和处理产物的热值情况。垃圾的高位热值和低位热值分别为5313.02,3229.21 J/g。经压榨处理后,干垃圾中的高位热值和低位热值分别上升到7149.42,5029.61 J/g。水热炭的高位热值和低位热值分别为16311.23,14424.80 J/g。低位热值是垃圾燃烧的有效发热量,因此厨余垃圾经过干湿压榨分离压榨-水热碳化处理后,每吨垃圾的有效发热量增加了23.26 MJ。

本研究的工程案例中,厨余垃圾经压榨后的干垃圾中含水率在60%以上。将干垃圾经过加热后再进行二次压榨,可将含水率降到30%左右,有助于提升干垃圾的低位热值。二次挤压的湿垃圾处理得的到浆化料可以制备具有更高燃烧性能的水热炭,使垃圾处理产物的总热值进一步提升。干垃圾可直接用于焚烧发电或进一步制作垃圾衍生燃料。然而由于目前收运来的垃圾中杂质含量较高,未来需要进一步提升垃圾分类水平,降低厨余垃圾中杂质后的压榨干垃圾还可以用于堆肥。
本研究中水热炭的低位热值达到原生厨余垃圾的4倍以上,具有很好的燃烧性能,可以作为燃料进行发电。Stobernack 等的研究表明,水热炭燃烧发电的碳排量仅为褐煤的50%。Su和Zheng等利用厨余垃圾制备的水热炭的低位热值可以达到20000 J/g以上,高于本研究中的水热炭。因此还需改造水热炭化处理后的脱水工艺,有助于进一步提升水热炭的燃烧性能。
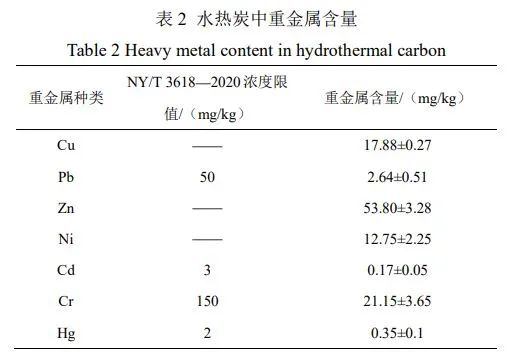
2020年我国农业农村部发布的行业标准NY/T 3618―2020《生物炭基肥料》中要求碳含量大于20%,水分含量低于30%。本研究中的水热炭中碳含量可达到NY/T 3618―2020要求,但水分含量未达标。表2为水热炭中重金属的检测情况,可知重金属含量均低于NY/T 3618―2020标准限值。水热炭具备用作生物炭基肥料或土壤改良剂的潜力。后续的研究工作一方面需加强对水热炭的干化处理,如风干或烘干;另一方面需根据NY/T 3618―2020要求,加强对各项技术指标进行全面检测。
厨余垃圾水热炭可作为吸附/降解材料处理水中的污染物质。Alshareef等发现水热炭对水中亚甲基蓝和结晶紫燃料的去除率最高可达90%;Liu等的研究表明,水热炭对农药成分2,4-二氯苯氧基乙酸的最大吸附量可达到84.4 mg/g,这主要与水热炭本身具备低芳香性的中孔结构和丰富的C―O官能团有关,研究同时还发现水热炭对2,4-二氯苯氧基乙酸具有优良的催化降解能力。也有研究表明,水热炭对水中的重金属Zn2+和Cu2+,以及PO3-和NH4+-N具有很好的去除能力。针对本项目中产生的水热炭,后期将探究其在污染物质吸附降解方面的潜力,在此基础上探索水热炭吸附材料的产品化。
3. 改进的TOPSIS法
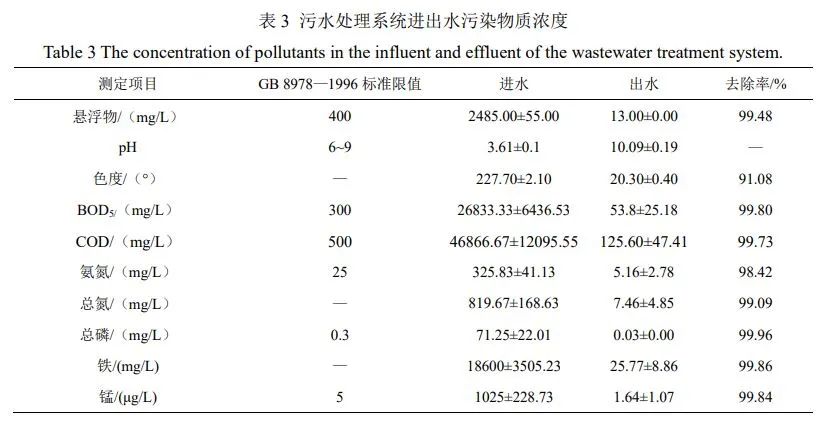
表3为污水处理系统进水和出水各指标的检测结果。目的污水主要是水热炭化干湿分离后产生的液体部分,各项指标远超出了GB 8978―1996《污水综合排放标准》中要求的限值。污水经过处理后,排出的水除pH值以外,其他测试项目均达到了GB 8978―1996要求,其中色度和氨氮的去除率分别为91.08%和98.42%,其他物质的去除率均达到了99%以上。处理前的污水偏酸性,经处理后pH值达到了10以上,而GB 8978―1996要求的最高pH限值为9,因此需进一步优化废水处理工艺,降低排水pH使其满足标准。
4. 处理能耗和耗水核算
图5为监测评估期间(厨余垃圾每日收运量为85.00~132.25 t)处理工程耗电与耗水情况。工程项目每日总耗电量为3900 kW・h以上,平均每日耗电量为5327.68 kW・h/d(图 6a)。每日耗电量和厨余垃圾处理量具有一定线性相关性,R2=0.57。厂区每日耗水量在52.62~98.35 m³/d(图 6b),平均值为83.87 m³/d。耗水量和厨余垃圾处理量二者之间无明显相关性,在某些垃圾日处理量较高的情况下,耗水量反而较低,是因为厂区的耗水主要用于设备清洗以及生产区域和办公区域的卫生维护。在垃圾处理量高的情况下,产生污水的量也相应增加,这些污水经处理后可直接回用,节约了厂区的耗水量。处理厨余垃圾的单位耗水量在0.74 ~1.10 m³/t间波动。目前关于厨余垃圾处理耗水量的研究较少,缺乏相应的标准规范,后续应加强该方面的工作。
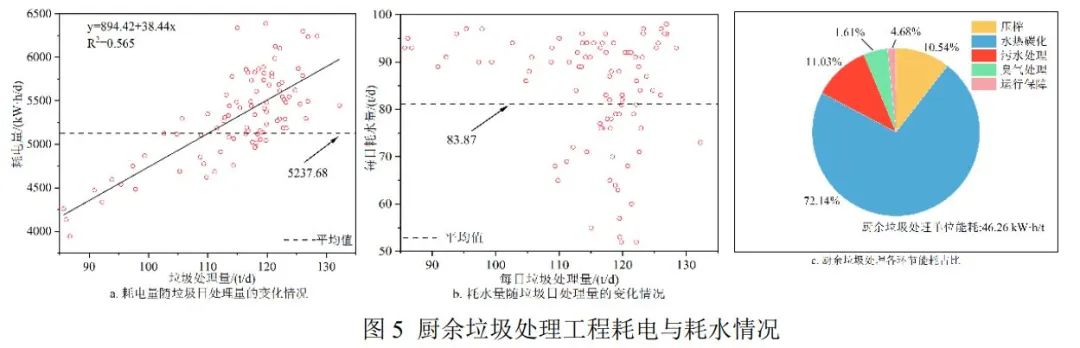
厨余垃圾处理的单位能耗为46.26 kW・h/t(图5c),水热炭化处理环节能耗占比最高,达到了72.14%。压榨处理环节的能耗只占总能耗的10.54%,换算成单位处理能耗为4.88 kW・h/t。污水处理环节的能耗略高于压榨处理,占总能耗的11.03%。闫祥瑞等将厨余垃圾经过生物干化处理后,得到了可以用于焚烧发电的燃料,单位处理能耗为77.91 kW・h/t。根据DB11/T 1120―2014《生活垃圾生化处理能源消耗限额》的要求进行换算后,厨余垃圾好氧堆肥的处理能耗应控制在43 kW・h/t以下,发酵处理的能耗应控制在59 kW・h/t以下。本项目中水热炭化处理环节的能耗虽然远高于压榨处理环节,但该环节将所有的厨余垃圾浆化料进行脱水,并得到了便于储存运输的水热炭,实现了厨余垃圾的资源化,与其他厨余垃圾处理工艺比较,单位处理能耗处于较低水平。
5. 运行成本及效益分析
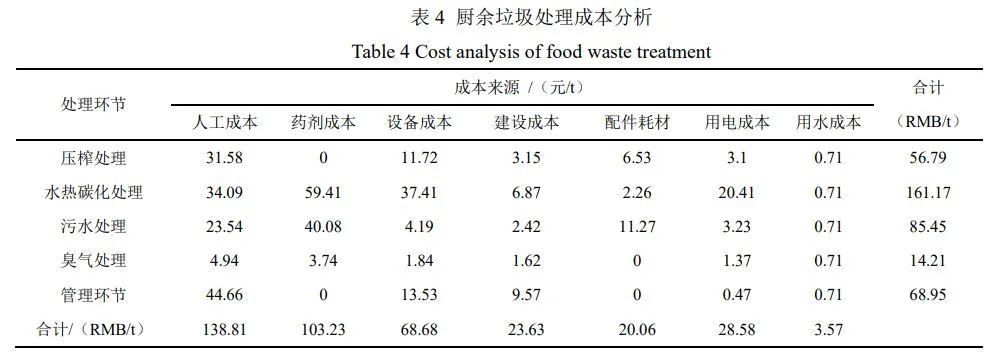
厂区建设成本包括土建工程、园林配套工程和工程建设其他费用,共计1965.64万元。设备成本包括各系统设备2635.05万元和设备安装费用221.59万元。经核算,人工费用为48.10万元/月,用水成本为1.24万元/月(用水单价为5.09元/t),用电成本平均为9.91万元/月(按照分段收费标准)。水热炭化处理、污水处理和臭气处理环节会用到催化剂、絮凝剂、调节剂和除臭剂等药剂,药剂成本为35.78万元/月。转运站运行期间会有配件耗材的消耗,该部分成本平均为6.94万元/月。 表4为处理单位厨余垃圾不同支出项目和处理环节成本核算的情况。厨余垃圾处理成本为386.56元/t,其中人工成本、药剂成本和设备成本的占比较高,分别占总成本的39.51%、26.70%和17.77%。不同处理环节的水热炭化处理和污水处理占总成本的比例较高,分别为41.69%和22.10%。压榨处理环节的费用为56.79元/t,占总成本的14.69%。
根据相关文献可知,黑水虻协同厌氧发酵处理餐厨垃圾项目的成本为322.39元/t,但是这种处理方式周期较长,需要的场地较大,黑水虻的生长条件也不好控制,厌氧发酵项目具有一定安全隐患;银川市某厨余垃圾-蔬菜废物协同生产液肥项目处理1 t厨余垃圾的成本为337.9元/t,但该项目处理规模最大仅30 t/d左右,且该项目位于我国西部地区,人工成本和建设成本要低于一、二线城市;北京市某厨余垃圾厌氧处理设施的单位处理成本为381~468元/t,与本项目中的厨余垃圾处理成本接近。
本研究中的项目所处地区人口密集、城市化水平高、用地成本和人工成本高。厨余垃圾干湿压榨分离-水热炭化工程在有限的空间条件下,实现了对厨余垃圾的大量消纳,收运来的厨余垃圾在1 d内就能完成处理。处理产物包括干垃圾和水热炭以及污水处理产生的极少量底泥(仅占厨余垃圾处理量的0.074%),对周边环境的污染风险较小。干垃圾和水热炭具有很好的资源化利用前景,虽然该项目厨余垃圾处理成本相对较高,但是干湿压榨分离-水热炭化技术工程在我国经济发达、人口密度大、用地紧张的城市具有相对优势。
04 结论
本研究针对日处理能力在100 t/d以上的厨余垃圾干湿压榨分离-水热碳化工程进行评估。分析了项目的厨余垃圾减量化能力、干湿压榨分离-水热炭化处理后产物的理化特性、污水处理效果、能耗情况和运行成本。得到如下结论:
1)垃圾减量化率可达60.31%,主要产物为干垃圾和水热炭,分别占原生厨余垃圾总量的31.1%和8.7%。每吨厨余垃圾处理产物的有效发热量比原生垃圾增加了23.26 MJ。厨余垃圾处理的单位能耗为46.26 kW・h/t,其中水热炭化处理能耗占总能耗的72.14%,压榨处理能耗仅占总能耗的10.54%。每吨厨余垃圾处理成本为386.56元。
2)厨余垃圾压榨处理产生的干垃圾可用于直接发电或进一步制成衍生燃料。水热炭在制备优质燃料、吸附材料、生物碳基肥料以及土壤改良剂等方面具有很大潜力。厨余垃圾干湿压榨分离-水热碳化工程有效实现了厨余垃圾的减量化和资源化。本研究为城市厨余垃圾处理工程建设提供了有价值的参考案例,也为干湿压榨分离-水热碳化工艺的工程化应用及推广提供了可靠的设计依据与技术支撑。
-
上一篇:
山东重工召开学习贯彻习近平新时代中国… -
下一篇:
连续7年居全球第一!4月多项物流数据释…
 东风天锦油田背罐车
底盘:DFH1180EX8
东风天锦油田背罐车
底盘:DFH1180EX8
 福达BDW-10/2空压机
底盘:
福达BDW-10/2空压机
底盘:

